Membrane Bioreactor (MBR) technology is transforming the landscape of wastewater treatment, offering unmatched efficiency, compact design, and water quality that meets the highest standards. Whether you’re a municipal planner, industrial operator, or property developer, understanding MBR is key to making informed decisions for your next sewage treatment project. This comprehensive guide covers everything you need to know about MBR Sewage Treatment Plants—from their definition and history to features, advantages, and how they compare with other leading technologies.
MBR Sewage Treatment Plant: An Overview
MBR Sewage Treatment Plants are advanced systems that combine biological wastewater treatment with membrane filtration. This integration results in exceptionally high-quality effluent, making MBRs ideal for urban, industrial, and water-scarce regions where stringent discharge or water reuse standards must be met.
What is an MBR Sewage Treatment Plant?

An MBR Sewage Treatment Plant is a facility that merges two key processes: a biological reactor where microorganisms break down organic pollutants, and a membrane filtration unit that physically separates treated water from solids and pathogens. The result is clear, safe, and reusable water, suitable for applications demanding the highest standards of treatment.
What is MBR Technology?
MBR stands for Membrane Bioreactor. This technology brings together:
- Biological Treatment: Microorganisms digest organic matter, nutrients, and contaminants in a bioreactor.
- Membrane Filtration: Microfiltration or ultrafiltration membranes act as a physical barrier, retaining suspended solids, bacteria, and most viruses, while allowing only clean water to pass through.
This synergy delivers a highly efficient system that consistently produces water suitable for direct discharge or reuse.
A Brief History of the Membrane Bioreactor
- 1960s: The first MBR systems were developed, combining activated sludge treatment with membrane filtration. Early adoption was limited by high membrane costs and fouling.
- 1989: The introduction of submerged membrane bioreactors marked a breakthrough, reducing energy consumption and fouling risks.
- 1990s–Present: Advances in membrane materials, design, and process automation have propelled MBR technology into mainstream municipal and industrial wastewater treatment worldwide.
How Does a Membrane Bioreactor Work?
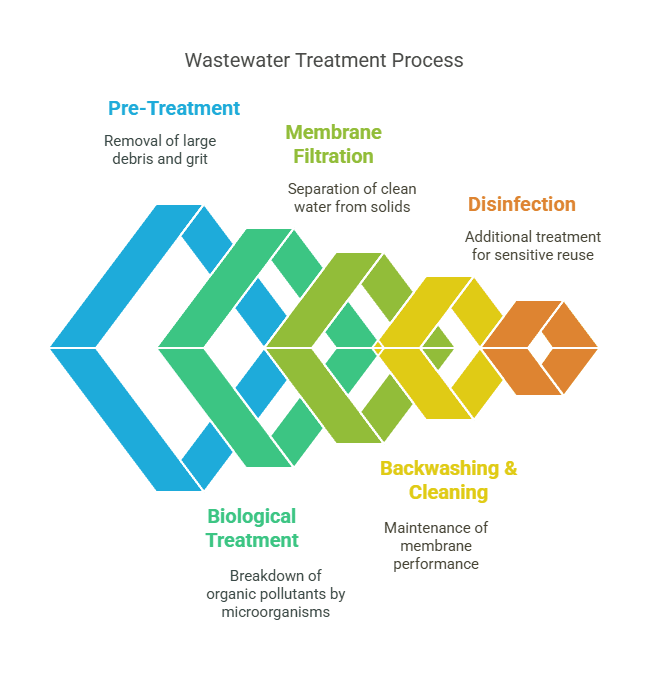
- Pre-Treatment: Wastewater is screened to remove large debris, grit, and grease that could damage the membranes.
- Biological Treatment: Pre-treated water enters the bioreactor, where aerobic microorganisms break down organic pollutants.
- Membrane Filtration: The mixed liquor is drawn through submerged or external membrane modules (flat sheet, hollow fiber, or tubular), separating clean water from solids, bacteria, and pathogens.
- Backwashing & Cleaning: Automated air scouring and backwashing keep membranes clean and maintain high performance.
- Disinfection (if needed): Final effluent may undergo additional disinfection (e.g., UV, chlorination) for sensitive reuse applications.
- Sludge Management: Excess sludge is removed, dewatered, and disposed of or further processed.
Features of an MBR Sewage Treatment Plant
Compact, Modular Design Suitable for Space-Constrained Sites
MBR plants are engineered to occupy significantly less space than traditional sewage treatment systems. The integration of biological treatment and membrane filtration into a single, compact unit eliminates the need for large sedimentation tanks and extensive piping. Modular construction allows for easy expansion or relocation, making MBRs ideal for urban developments, retrofits, and sites with limited land availability.
High-Quality Effluent with Low Turbidity, BOD, TSS, and Pathogen Levels
One of the standout features of MBR technology is its ability to consistently produce crystal-clear effluent. The membranes act as a fine physical barrier, effectively removing suspended solids (TSS), reducing turbidity, and achieving very low levels of Biological Oxygen Demand (BOD). This high level of filtration also ensures the removal of bacteria and most viruses, resulting in pathogen-free water that meets or exceeds stringent discharge and reuse standards.
Elimination of Secondary Clarifiers and Sand Filters
Traditional sewage treatment plants rely on secondary clarifiers and sand filters for solid-liquid separation. In MBR systems, the membrane modules perform this function with far greater efficiency and reliability. This not only streamlines the process flow but also reduces the plant’s footprint, construction costs, and maintenance requirements.
Automated Operation and Real-Time Monitoring for Consistent Performance
Modern MBR plants are equipped with advanced automation and control systems. Sensors continuously monitor key parameters such as flow rate, transmembrane pressure, dissolved oxygen, and effluent quality. Automated controls adjust aeration, membrane cleaning cycles, and chemical dosing as needed, ensuring stable operation and optimal performance with minimal manual intervention.
Flexible Installation (Above-Ground or Underground)
MBR systems offer exceptional installation flexibility. The compact modules can be installed above ground for easy access and maintenance or placed underground to save surface space and preserve site aesthetics. This versatility makes MBRs suitable for a wide range of settings, from residential complexes to commercial buildings and industrial sites.
Reduced Chemical Use Compared to Conventional Plants
Because the membranes provide a robust physical barrier, MBR systems typically require fewer chemicals for coagulation, flocculation, and disinfection. This not only lowers operational costs but also reduces the environmental impact of chemical usage and the risk of harmful byproducts in the treated water.
Online Backwash Systems for Uninterrupted Operation
To maintain membrane performance and prevent fouling, MBR plants are equipped with online backwashing and air scouring systems. These automated processes periodically clean the membranes without interrupting plant operation, ensuring consistent filtration efficiency and prolonging membrane life.
Eco-Friendly Operation with Potential for Water Reuse
MBR technology supports sustainable water management by enabling safe water reuse. The high-quality, pathogen-free effluent is suitable for applications such as irrigation, toilet flushing, cooling towers, and even industrial processes. By reducing the demand for fresh water and minimizing sludge production, MBR plants help protect the environment and support green building initiatives.
Membrane Bioreactor: Advantages & Disadvantages
Advantages
- Superior effluent quality—suitable for irrigation, industrial reuse, or direct discharge.
- Small footprint—ideal for urban and retrofit projects.
- High removal efficiency for BOD, COD, TSS, nutrients, and pathogens.
- Lower sludge production compared to conventional systems.
- Stable performance even with variable influent quality or flow.
Disadvantages
- Higher capital and operational costs due to membrane modules and energy use.
- Membrane fouling requires regular cleaning and maintenance.
- Specialized operation—trained personnel needed for optimal performance.
- Periodic membrane replacement adds to lifecycle costs.
Applications of Membrane Bioreactor Systems
- Municipal wastewater treatment for cities and towns.
- Industrial wastewater treatment (pharma, food & beverage, textiles, oil & gas, pulp & paper, refineries, etc.).
- Decentralized and on-site treatment for hotels, resorts, hospitals, and residential complexes.
- Water reuse and recycling in water-scarce regions.
- Landfill leachate treatment and challenging effluent streams.
MBR vs SBR vs MBBR: Key Differences
| Features | MBR (Membrane Bioreactor) | SBR (Sequencing Batch Reactor) | MBBR (Moving Bed Biofilm Reactor) |
|---|---|---|---|
| Process | Process Biological + membrane filtration | Time-based batch biological process | Biofilm on moving carriers |
| Effluent Quality | Highest (suitable for reuse) | Good (may need further polishing) | Good (may need additional filtration) |
| Footprint | Smallest | Moderate | Compact |
| Operation | Continuous, automated | Batch, cyclic | Continuous, flexible |
| Sludge Production | Lowest | Moderate | Moderate |
| Complexity | High (membrane management) | Moderate | Low to Moderate |
| Cost | Highest | Moderate | Moderate |
Why Choose MBR?
- Unmatched water quality: Consistently meets or exceeds the most stringent discharge and reuse standards.
- Space-saving: Ideal for urban, retrofit, or underground installations.
- Future-ready: Supports water recycling and sustainable development goals.
- Flexible and scalable: Modular design can be adapted to any project size.
- Reduced environmental impact: Minimizes sludge and chemical usage.
Frequently Asked Questions (FAQs)
Q1: What is the full form of MBR?
A: MBR stands for Membrane Bioreactor.
Q2: How does MBR differ from conventional sewage treatment?
A: MBR replaces traditional sedimentation and filtration steps with membrane filtration, delivering higher effluent quality and a smaller footprint.
Q3: What is the typical lifespan of MBR membranes?
A: With proper maintenance, MBR membranes typically last 5–10 years.
Q4: Can MBR systems handle industrial effluent?
A: Yes, MBRs are highly effective for both municipal and industrial wastewater, including challenging streams.
Q5: Is MBR-treated water safe for reuse?
A: Yes, MBR effluent is suitable for irrigation, cooling towers, toilet flushing, and even indirect potable reuse after further treatment.
Q6: What are the main maintenance requirements?
A: Routine backwashing, periodic chemical cleaning, and regular monitoring of membrane integrity and system performance.
Conclusion
Membrane Bioreactor (MBR) technology is at the forefront of modern wastewater treatment, delivering compact, efficient, and future-proof solutions for a wide range of applications. With its ability to produce crystal-clear, pathogen-free water and support water reuse initiatives, MBR is the preferred choice for municipalities, industries, and developers seeking sustainable and compliant treatment systems. By understanding how MBR works, its features, advantages, and how it compares to other technologies, you can make a confident, informed decision for your next wastewater project.
Ready to elevate your wastewater treatment? MBR technology delivers the quality, efficiency, and sustainability your project needs.