As urbanization accelerates and environmental regulations tighten, efficient sewage treatment is more critical than ever. Among the most advanced and widely adopted solutions is the Moving Bed Biofilm Reactor (MBBR) process. This innovative technology has revolutionized how municipal and industrial sewage treatment plants (STPs) manage and treat wastewater, offering high efficiency, scalability, and cost-effectiveness.
If you’re searching for the best solution for wastewater treatment, want to upgrade your existing STP, or simply wish to understand the latest in sewage treatment plant technology, this comprehensive guide on the MBBR process covers everything you need to know.
What is MBBR Technology?
MBBR stands for Moving Bed Biofilm Reactor. It is a state-of-the-art biological wastewater treatment process that utilizes free-floating plastic carriers (also known as bio-media) to support the growth of biofilm. These carriers move freely in the reactor, providing a large surface area for microorganisms to attach and thrive.
Key features of MBBR technology:
- Hybrid of activated sludge and fixed-film processes
- High treatment efficiency for BOD, COD, nitrogen, and phosphorus removal
- Compact footprint, ideal for urban and space-constrained sites
- Low maintenance and operational simplicity
How Does a Membrane Bioreactor Work?
1. Biological Treatment
The core of a Membrane Bioreactor (MBR) system is the biological reactor. In this stage, microorganisms (primarily bacteria) break down organic matter and pollutants in the sewage through aerobic degradation. This process is similar to conventional activated sludge systems.
2. Membrane Filtration
After biological treatment, the mixed liquor (a combination of treated water and suspended solids) passes through membrane modules — either microfiltration or ultrafiltration membranes. These membranes act as a physical barrier, allowing only clean water to pass while retaining suspended solids, bacteria, and pathogens.
3. Aeration System
Continuous aeration is provided to maintain optimal oxygen levels for microbial activity and to prevent membrane fouling by scouring the membrane surfaces.
Key Process Steps
Pre-Treatment: Fine screening of influent to protect membranes from large solids.
Biological Degradation: Microorganisms consume organic pollutants in the bioreactor.
Membrane Separation: The mixed liquor is filtered through submerged or external membranes, producing clear effluent.
Sludge Handling: Retained solids are periodically wasted as excess sludge.
How MBBR Works: A Deep Dive
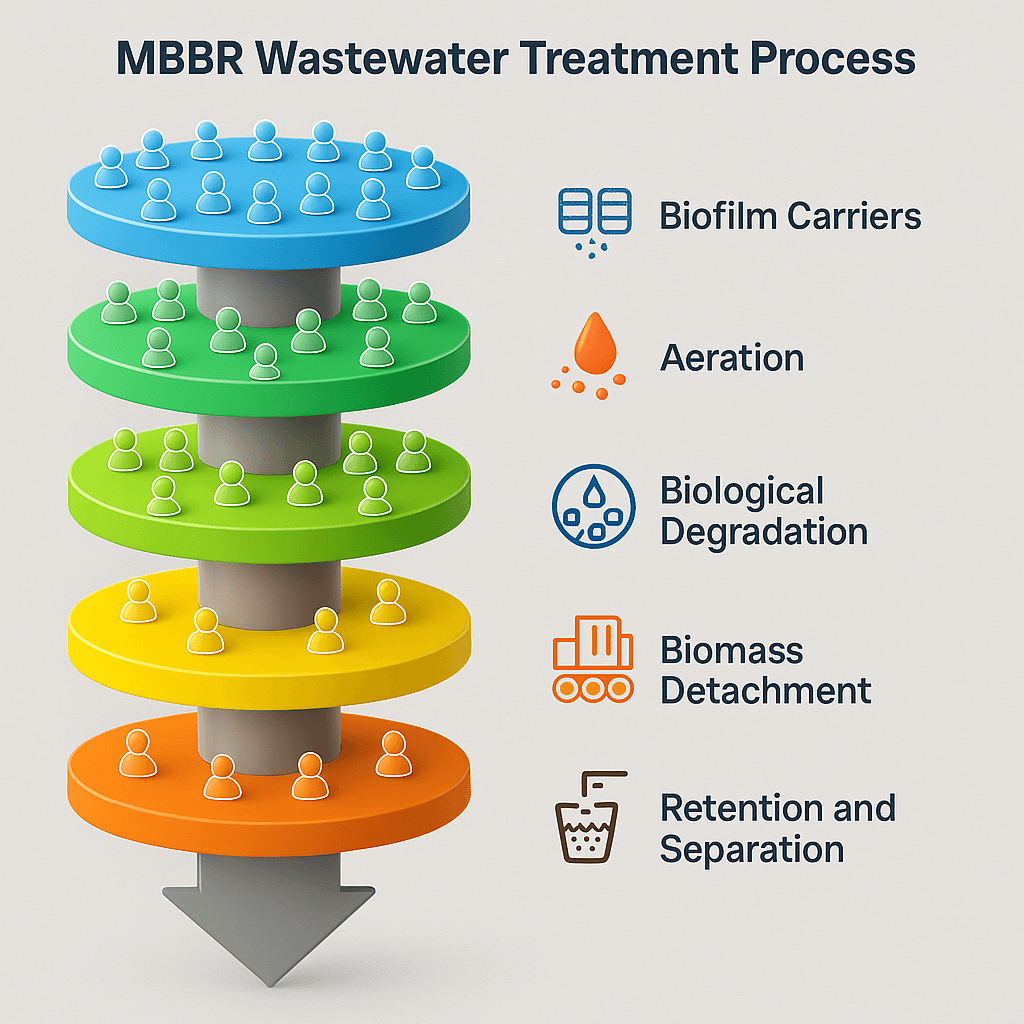
1. Biofilm Carriers and Reactor Design
At the heart of every MBBR system are thousands of specially engineered plastic carriers, often made from high-density polyethylene. These carriers are designed to maximize surface area, allowing a dense population of beneficial microorganisms to attach and thrive as biofilm. The carriers typically fill 50–70% of the reactor’s volume, ensuring an active and robust microbial community.
2. Aeration and Mixing
An aeration system, usually installed at the bottom of the reactor tank, supplies a continuous flow of air. This aeration serves two main purposes:
It keeps the carriers in constant, random motion, ensuring even contact between the biofilm and the wastewater.
It provides oxygen, which is vital for aerobic microbial processes that break down organic pollutants.
3. Biological Degradation
As wastewater passes through the reactor, organic matter and nutrients are metabolized by the microorganisms on the carriers. This process significantly reduces BOD (Biochemical Oxygen Demand) and COD (Chemical Oxygen Demand). In advanced systems, MBBR can also achieve nitrification and denitrification, removing nitrogen compounds for even cleaner effluent.
4. No Sludge Recycling
Unlike conventional activated sludge systems, MBBR does not require the recycling of sludge. Excess biomass naturally detaches from the carriers and is carried out with the treated water to a clarifier. This greatly simplifies operation and maintenance.
5. Retention and Separation
A fine sieve or mesh at the reactor’s outlet ensures that only treated water and excess biomass exit the system, while the carriers remain inside the reactor.
Key Components of an MBBR System
A typical MBBR sewage treatment plant consists of the following components:
- MBBR Media/Carriers: High-density polyethylene (HDPE) or polypropylene carriers with a large protected surface area for biofilm growth. Examples include Kaldnes K1, K3, and other proprietary media.
- Reactor/Aeration Tank: The main treatment basin where the carriers are suspended.
- Aeration System: Fine bubble diffusers or coarse bubble aerators provide oxygen and keep the carriers moving.
- Retention Screens: Mesh screens or sieves at the tank outlet retain the carriers while allowing treated water to exit.
- Settling/Clarification Stage: Optional, for further removal of suspended solids and polishing of effluent.
- Control and Monitoring System: For optimizing aeration, monitoring dissolved oxygen (DO), and ensuring process stability.
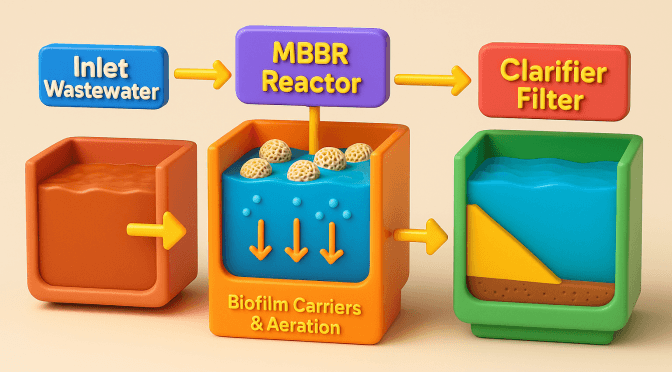
Step-by-Step MBBR Process in STP
- Pre-Treatment
- Screening, grit removal, and equalization to protect downstream equipment and stabilize flow.
- MBBR Biological Treatment
- Wastewater enters the MBBR tank.
- Carriers provide a habitat for bacteria and other microorganisms.
- Aeration ensures mixing and supplies oxygen for aerobic processes.
- Biofilm Activity
- Biofilm on carriers consumes organic matter (BOD, COD) and nutrients (ammonia, nitrogen, phosphorus).
- As the biofilm matures, excess biomass sloughs off and is carried out with the effluent.
- Separation and Clarification
- Effluent passes through a screen to retain carriers.
- Settling tanks or clarifiers remove suspended solids and sloughed biofilm.
- Tertiary Treatment (Optional)
- Filtration, disinfection, or advanced nutrient removal for high-quality effluent.
- Sludge Handling
- Minimal excess sludge is produced, reducing disposal costs.
Advantages of MBBR in Sewage Treatment
- High Treatment Efficiency
- Superior removal of BOD, COD, ammonia, and nitrogen.
- Effective for both municipal and industrial wastewater.
- Compact and Modular Design
- Smaller footprint than conventional activated sludge systems.
- Easily scalable by adding more carriers or tanks.
- Low Sludge Production
- Less excess sludge compared to traditional processes, lowering handling and disposal costs.
- Operational Simplicity
- No need for sludge recycling or complex process control.
- Resilient to load fluctuations and toxic shocks.
- Energy Efficiency
- Optimized aeration reduces energy consumption.
- Easy Retrofitting
- Can be integrated into existing STPs to enhance capacity and performance.
- Stable and Robust Performance
- Handles variable loads and influent quality without process upsets.
MBBR vs. Other Wastewater Treatment Technologies
| Feature | MBBR | MBR (Membrane Bioreactor) | SBR (Sequencing Batch Reactor) | Conventional Activated Sludge |
|---|---|---|---|---|
| Treatment Efficiency | High | Very High | High | Moderate |
| Footprint | Compact | Compact | Moderate | Large |
| Sludge Production | Low | Low | Moderate | High |
| Maintenance | Low | High (membrane fouling) | Moderate | Moderate |
| Energy Consumption | Moderate | High | Moderate | Moderate |
| Capital Cost | Moderate | High | Moderate | Moderate |
| Scalability | Excellent | Good | Good | Limited |
| Shock Load Resistance | High | Moderate | Moderate | Low |
Applications of MBBR Systems
- Municipal Sewage Treatment Plants: For cities, towns, and urban areas with space constraints.
- Industrial Wastewater Treatment: Food and beverage, pharmaceuticals, textiles, pulp and paper, petrochemicals, and more.
- Decentralized & Containerized STPs: Residential complexes, hotels, hospitals, resorts, and remote sites.
- Upgrading Existing STPs: Retrofit old plants to increase capacity and meet stricter discharge norms.
- Tertiary Treatment & Polishing: For advanced nutrient removal and water reuse applications.
Design Considerations and Optimization
- Carrier Fill Ratio: Typically 50–70% of tank volume for optimal biofilm growth.
- Surface Area: Higher surface area carriers support more biomass and higher treatment rates.
- Aeration Rate: Must provide adequate oxygen for microbial activity and carrier movement.
- Hydraulic Retention Time (HRT): Designed based on influent load and desired effluent quality.
- Temperature Control: MBBR is robust but extreme temperatures may affect microbial activity.
- Effluent Quality Monitoring: Regular testing for BOD, COD, TSS, ammonia, and other parameters.
Features and Benefits of MBR Sewage Treatment Plants
1. Superior Effluent Quality
Ultra-Low Suspended Solids: Effluent Total Suspended Solids (TSS) less than 1 mg/L; turbidity less than 0.5 NTU.
High Pathogen Removal: Acts as an effective barrier to bacteria and viruses, often eliminating the need for additional disinfection.
Nutrient Removal: Capable of advanced nitrogen and phosphorus removal with appropriate process design.
2. Compact Footprint
Space Saving: Higher biomass concentration (Mixed Liquor Suspended Solids, MLSS: 8,000–12,000 mg/L) allows for smaller reactor volumes and eliminates the need for secondary clarifiers and sand filters.
Ideal for Urban/Retrofit Applications: Easily installed in basements, rooftops, or limited-space sites.
3. Water Reuse and Sustainability
Effluent Reuse: Treated water is suitable for irrigation, toilet flushing, cooling towers, and can be used as RO feed for zero liquid discharge (ZLD) applications.
Lower Sludge Production: Extended solids retention time (SRT) reduces excess sludge generation.
4. Modular and Expandable
Scalable Design: Modular membrane units allow for phased expansion as treatment needs increase.
5. Automation and Process Control
Smart Operation: Advanced monitoring and automation ensure consistent performance and simplify plant operation.
Technical Performance and Design Parameters
Mixed Liquor Suspended Solids (MLSS)
MBR Range: 8,000–12,000 mg/L (much higher than conventional systems).
Benefit: Allows for smaller reactor volumes and higher removal efficiency.
Effluent Quality
BOD/COD Removal: Greater than 95%.
TSS: Less than 1 mg/L.
Turbidity: Less than 0.5 NTU.
Total Nitrogen: Less than 10 mg/L (with proper design).
Phosphorus: Less than 0.5 mg/L (with chemical dosing).
Pathogen Removal: 4–6 log reduction.
Footprint
Size: 30–50% smaller than conventional activated sludge or MBBR systems.
Sludge Production
Volume: Lower due to longer solids retention time.
Maintenance and Troubleshooting
- Routine Checks: Monitor dissolved oxygen, carrier movement, and effluent quality.
- Screen/Sieve Cleaning: Prevent clogging to avoid carrier loss.
- Aeration System Maintenance: Ensure diffusers are clean for uniform aeration.
- Sludge Removal: Periodic removal from clarifiers.
- Biofilm Monitoring: Healthy biofilm is essential; sudden loss may indicate toxicity or shock loads.
Frequently Asked Questions (FAQs)
Q1. What is the main purpose of MBBR in sewage treatment?
A: To biologically remove organic pollutants and nutrients from wastewater using biofilm attached to moving carriers.
Q2. How does MBBR improve treatment efficiency?
A: By providing a large surface area for microbial growth, ensuring effective breakdown of contaminants even at high loading rates.
Q3. Is MBBR suitable for retrofitting existing plants?
A: Yes, MBBR modules can be integrated into existing STPs to enhance treatment capacity and efficiency.
Q4. What are the operational costs of MBBR compared to other systems?
A: MBBR systems have lower operational costs due to reduced sludge production, lower energy consumption, and minimal maintenance.
Q5. Can MBBR handle industrial wastewater?
A: Absolutely. MBBR is widely used for treating industrial effluents with varying organic loads and toxic substances.
Q6. What is the typical lifespan of MBBR media?
A: High-quality MBBR carriers can last 15–20 years or more with proper maintenance.
Q7. Does MBBR require skilled operators?
A: No, MBBR systems are user-friendly and require minimal operator intervention.
Conclusion
The MBBR process is a proven, robust, and highly efficient solution for modern sewage treatment plants. Its unique combination of biofilm technology, modular design, and operational simplicity makes it the preferred choice for municipalities, industries, and developers worldwide. Whether you are planning a new STP, upgrading an existing plant, or seeking a cost-effective and sustainable wastewater treatment solution, MBBR technology delivers unmatched performance and reliability.
Ready to implement MBBR in your STP?
Contact leading MBBR system providers for a customized solution and take the next step towards sustainable, compliant, and future-ready wastewater management.



1 Comments
[…] Moving Bed Biofilm Reactor (MBBR) technology is a highly efficient biological process used to treat both municipal and industrial wastewater. Developed in the 1980s, MBBR utilizes thousands of specially designed plastic carriers, known as biofilm media, which float freely within an aeration tank. These carriers provide a large surface area for beneficial bacteria to grow and form biofilms. As wastewater flows through the tank, these microorganisms break down organic pollutants, nitrogen, and phosphorus. The constant movement of the carriers, maintained by aeration, ensures optimal contact between the biofilm, wastewater, and oxygen—resulting in effective, reliable treatment. […]