The World Bank estimates that textile wastewater treatment and dyeing operations contribute to about 20% of global industrial water pollution. The dyeing process discharges around 10 to 15% of dyes with effluents, and an average textile facility consumes about 200 liters of potable water per kilogram of product. Dyeing Industry ETP systems have become critical infrastructure to address these environmental compliance challenges.
We have developed this complete guide to help you understand how ETP for dyeing industry operations works. We’ll explore the core components of dyeing effluent treatment systems and advanced technology solutions for meeting regulatory standards. You’ll also learn about performance metrics that ensure compliance while optimizing operational costs.
Environmental Compliance Challenges in Dyeing Industry

Dyeing effluent treatment presents unique regulatory obstacles that differ by a lot from other industrial wastewater streams. Regulatory bodies worldwide have set stringent discharge parameters that manufacturers must achieve before releasing treated water into surface water bodies, public sewers, or using it for irrigation purposes.
BOD and COD Discharge Limits
Biochemical Oxygen Demand and Chemical Oxygen Demand represent the most challenging parameters for dyeing operations to control. The 2026 standards require BOD levels ≤10 mg/L for certain discharge destinations. Textile dyeing units face relaxed limits of 30 mg/L. COD presents an even greater challenge, with limits ranging from 50 mg/L to 250 mg/L depending on the receiving environment. Many synthetic dyes are complex organic molecules that are refractory to biological treatment and contribute by a lot to non-biodegradable COD. This non-biodegradable nature makes achieving compliance much more difficult than industries with biodegradable organic loads.
Color and TSS Parameters
Color removal from dyeing effluent has become a major enforcement priority, especially in textile hubs like Tirupur and Surat. Effluent must be free of visible dye content. This poses difficulties because dyes are dispersible esthetic pollutants made to resist degradation by light, chemical and biological exposure. Even small fractions of dyes in water are visible due to their high tinctorial value. TSS limits vary from 10 mg/L for stringent discharge standards to 600 mg/L for public sewers and require efficient clarification and filtration processes to achieve.
pH Fluctuation Issues
pH control represents a critical operational challenge in dyeing operations. Regulatory standards mandate pH levels between 5.5 to 9.0, with some authorities requiring narrower ranges of 6.5 to 8.5. Textile dyeing processes experience major pH variations as different dye groups require specific pH values for proper fixation. Temperatures up to 266-275°F encountered during dyeing stages further complicate pH monitoring, lest poor fixation, unevenness and wastage of dyestuffs occur.
Heavy Metal Contamination
Heavy metals in dyeing wastewater pose serious environmental and health risks. Chromium concentrations in dyebath effluents range from 1 to 13 mg/L for wool dyeing. Hexavalent chromium is toxic to aquatic organisms and microorganisms. Other metals detected include copper at 3.175 mg/L, iron at 1.70 mg/L and cadmium at 0.018 mg/L in untreated samples. These metals can reach humans through the food chain with major bio-magnification.
Core Components of Modern Dyeing Industry ETP Systems
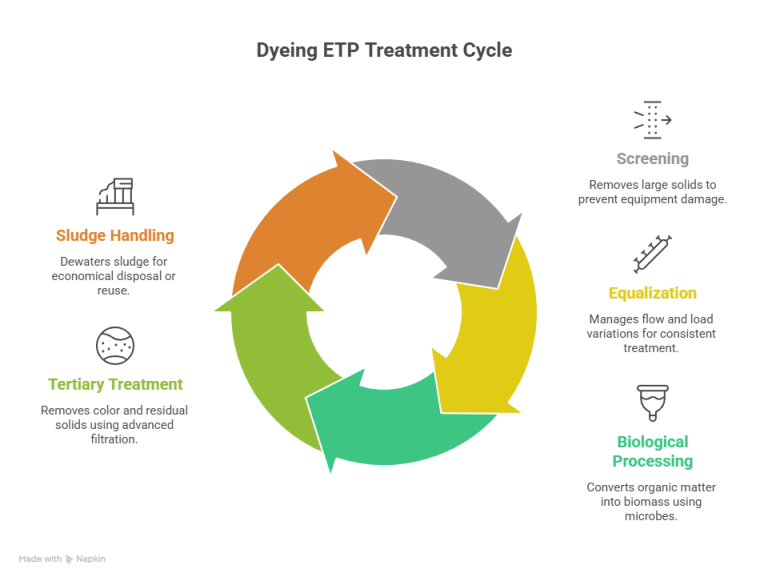
Modern ETP for dyeing industry operations employ a multi-stage treatment approach to remove contaminants in a systematic manner. Each stage addresses specific pollutant categories through distinct mechanisms.
Primary Treatment: Screening and Equalization
Screening chambers remove large solids exceeding 10mm to prevent equipment damage and hydraulic system clogging. The screened effluent then enters equalization tanks, which serve as buffer systems to manage the substantial flow and load variations characteristic of batch dyeing operations. These tanks maintain retention times between 4 to 12 hours and allow homogeneous mixing of effluents with varying concentrations. Continuous aeration or mechanical mixing prevents solid settling and maintains aerobic conditions. Therefore, equalization eliminates shock loading on downstream biological units and reduces suspended solids before chemical treatment begins. pH adjustment occurs during this stage using sulfuric acid or hydrochloric acid for alkaline wastes. This brings effluent from pH 10-11 down to neutral ranges of 6-7.
Secondary Treatment: Biological Processing Units
Biological treatment converts dissolved and colloidal organic matter into settleable biomass through microbial activity. Activated sludge processes dominate dyeing effluent treatment and utilize aerobic bacteria that consume organic pollutants. These bacteria convert them into carbon dioxide and biomass. Aeration tanks receive air diffusion from below while maintaining microbial floc suspension. This achieves BOD and COD reductions up to 90%. Secondary clarifiers then separate biological sludge from treated effluent. Settled organisms are recycled to maintain active microbial populations.
Tertiary Treatment: Advanced Filtration Systems
Tertiary treatment focuses on color removal and reducing residual suspended solids. Coagulation-flocculation processes combine remaining particles, though this generates additional sludge that requires disposal. Membrane filtration including ultrafiltration and reverse osmosis removes final contaminants.
Sludge Handling and Disposal Mechanisms
Filter press equipment dewaters sludge to achieve cake moisture content not exceeding 20%. This enables economical disposal or potential reuse applications.
Technology Solutions for Compliance Standards
Single-stage treatment methods fail to provide adequate remediation due to the recalcitrant nature of synthetic dyes. Dyeing industry ETP systems now integrate multiple technology platforms to meet stringent discharge standards.
Physicochemical Treatment Methods
Coagulation-flocculation using alum with bentonite clay achieves 92% COD removal and 68% color removal. These performance levels match multi-stage biological systems. Alum dosing at 100 mg/L combined with clay at 100 mg/L and pH 6.6 produces fast-settling flocs with superior clarification. This approach addresses the limitation that physicochemical methods alone cannot satisfy national effluent quality standards and requires integration with subsequent treatment stages.
Advanced Oxidation Processes (AOP)
AOPs generate hydroxyl radicals (·OH) with oxidation potential of 2.15-2.8 V. These radicals degrade complex dye molecules into less harmful fragments. Fenton-based processes show the lowest energy consumption at 0.98 kWh m⁻³ order⁻¹. Photochemical methods follow at 3.20 kWh m⁻³ order⁻¹ and ozonation at 3.34 kWh m⁻³ order⁻¹. Sunlight-induced photocatalysis uses ZnO/ZnOGO-coated stainless steel panels placed at 5 m elevation to maximize solar exposure. The nano-filtration process that follows photocatalytic treatment reduces total organic carbon by 42%.
Membrane-Based Filtration Technologies
Nanofiltration membranes achieve 97.2% to 99% color removal from dye effluents, with COD reduction exceeding 99%. Graphene oxide membranes offer excellent hydrophilicity and lower fouling characteristics for zero liquid discharge applications. Ultrafiltration serves as pretreatment for reverse osmosis systems and removes suspended particles before final polishing.
Integrated Biological-Chemical Systems
Combined biological-physicochemical treatment exceeds 90% BOD and COD removal efficiency and surpasses standalone methods. Biological pretreatment with physicochemical polishing proves more effective than reversed sequences.
Immediate Monitoring and Control Systems
UV-VIS absorption spectroscopy measures COD, BOD, TSS, and pH without reagents or consumables. IoT-based systems monitor dissolved oxygen, electrical conductivity, TDS, and temperature on a continuous basis. This allows immediate corrective actions when parameters deviate from compliance thresholds.
Performance Metrics and Regulatory Compliance
Effluent quality parameter monitoring is the foundation of compliance verification and treatment efficiency optimization. Live data collection allows operators to make immediate process adjustments that reduce chemical consumption and operational expenses.
Effluent Quality Parameters Tracking
Common Effluent Treatment Plants show actual performance data that reveals treatment efficacy for parameters of all types. To cite an instance, COD levels decreased from 1160 mg/L at inlet to 320 mg/L at final outlet. BOD reduced from 420 mg/L to 150 mg/L. TSS showed improvement and dropped from 470 mg/L to 22 mg/L. Untreated textile wastewater contains COD ranging from 972 to 1420 mg/L. Treatment processes reduce this to 114 to 490 mg/L. BOD concentrations vary from 276-425 mg/L for untreated water and 78-210 mg/L post-treatment.
Cost Analysis per m³ Treated Water
Dye manufacturing wastewater treatment costs range from 10.58 to 15.53 per m³. Facilities that implemented electrocoagulation achieved 75% reduction in discharge charges. This created ROI through eliminated surcharges and reduced freshwater purchase costs.
Zero Liquid Discharge (ZLD) Implementation
ZLD systems recover 75-90% of total water from wastewater. Pre-concentration stages achieve 60-80% water recovery. Recovered water costs Rs. 40-60 per kiloliter compared to freshwater at Rs. 70/KL. The ZLD market holds a current value of INR 59.91 billion and projects growth to INR 148.51 billion by 2026 at 12.6% annually.
Conclusion
Modern dyeing industry ETP systems address the complex environmental compliance challenges we’ve explored in this piece. We covered how multi-stage treatment processes tackle BOD, COD, color and heavy metal contamination through primary screening and biological processing with advanced tertiary filtration. Physicochemical methods integrate with advanced oxidation processes to help facilities meet stringent discharge standards. Up-to-the-minute monitoring systems and ZLD implementation ensure regulatory compliance and deliver substantial cost savings. Environmental responsibility becomes economically viable for dyeing operations.
Key Takeaways
Modern dyeing industry ETP systems provide comprehensive solutions to meet stringent environmental regulations while achieving cost-effective operations through multi-stage treatment approaches.
- Multi-stage treatment is essential: Single-stage methods fail to address complex dye molecules; integrated biological-chemical systems achieve over 90% BOD and COD removal efficiency.
- Advanced technologies deliver superior results: Membrane filtration achieves 97-99% color removal, while advanced oxidation processes effectively break down recalcitrant synthetic dyes.
- Real-time monitoring ensures compliance: IoT-based systems track pH, COD, BOD, and TSS continuously, enabling immediate corrective actions when parameters deviate from regulatory thresholds.
- Zero Liquid Discharge creates economic value: ZLD systems recover 75-90% of wastewater while reducing treatment costs to Rs. 40-60 per kiloliter compared to Rs. 70/KL for freshwater.
- Regulatory standards are increasingly stringent: BOD limits now require ≤10-30 mg/L and COD ≤50-250 mg/L, with complete color removal mandatory for discharge compliance.
These systems transform environmental compliance from a cost burden into a competitive advantage, enabling sustainable operations while meeting the textile industry’s growing regulatory demands.
Frequently Asked Questions
Q1. What are the main environmental compliance challenges faced by dyeing industries?
Dyeing industries face several critical compliance challenges including meeting strict BOD limits of 10-30 mg/L and COD limits of 50-250 mg/L, achieving complete color removal from effluents, controlling pH fluctuations between 5.5-9.0, and managing heavy metal contamination such as chromium, copper, and cadmium. The complex nature of synthetic dyes makes these parameters particularly difficult to control since many dyes are designed to resist degradation.
Q2. How do modern ETP systems treat dyeing wastewater?
Modern ETP systems use a multi-stage approach consisting of primary treatment (screening and equalization to remove large solids and balance flow variations), secondary treatment (biological processing using activated sludge to reduce BOD and COD by up to 90%), and tertiary treatment (advanced filtration and membrane technologies for color removal and final polishing). Each stage targets specific contaminants through distinct mechanisms.
Q3. What is Zero Liquid Discharge and how does it benefit dyeing facilities?
Zero Liquid Discharge (ZLD) is a treatment approach that recovers 75-90% of wastewater for reuse, eliminating liquid waste discharge. It provides significant economic benefits by reducing treatment costs to Rs. 40-60 per kiloliter compared to Rs. 70/KL for freshwater, while also eliminating discharge surcharges. ZLD systems help facilities achieve both environmental compliance and cost savings.
Q4. Which treatment technologies are most effective for removing color from dyeing effluents?
Membrane-based filtration technologies, particularly nanofiltration, achieve 97-99% color removal efficiency. Advanced Oxidation Processes (AOPs) are also highly effective, generating hydroxyl radicals that break down complex dye molecules. Integrated biological-chemical systems combining multiple treatment methods exceed 90% removal efficiency for both color and organic pollutants.
Q5. How much does it cost to treat dyeing industry wastewater?
Treatment costs for dye manufacturing wastewater typically range from 10.58 to 15.53 per cubic meter. However, facilities implementing advanced technologies like electrocoagulation have achieved 75% reduction in discharge charges. The investment in modern ETP systems often delivers substantial return on investment through reduced freshwater purchase costs and eliminated regulatory surcharges.