As cities grow and environmental standards become more stringent, the demand for advanced, space-saving, and reliable wastewater treatment solutions continues to rise. Packaged Sewage Treatment Plants (STPs) and Membrane Bioreactor (MBR) technology are at the forefront of this transformation, offering powerful solutions for residential, commercial, and industrial wastewater management. This comprehensive guide explores these systems, their benefits, and what sets leading MBR solutions apart.
Introduction to Packaged Sewage Treatment Plants

Packaged Sewage Treatment Plants are modern, self-contained systems engineered to treat wastewater from sources such as apartment complexes, hotels, offices, hospitals, and small industries. Unlike traditional, site-built treatment facilities, packaged STPs are pre-fabricated in a factory and delivered as ready-to-install, plug-and-play units. This approach drastically reduces the time, space, and expertise needed for deployment.
Key Features of Packaged STPs
Compact and Modular Design: Ideal for urban or space-constrained environments, these systems are engineered to occupy minimal land area. Their modularity allows for easy expansion as wastewater volumes grow.
Prefabricated and Factory-Tested: Manufactured and tested off-site, ensuring consistent quality and reliability, and eliminating many construction uncertainties.
Integrated Treatment Stages: Each unit typically combines primary settling, biological treatment, clarification, disinfection, and sludge management in a single, cohesive package.
Cost-Effective and Energy-Efficient: Streamlined installation and operation reduce both capital and operational costs. Energy-saving features further lower long-term expenses.
Minimal Maintenance: Designed for user-friendliness, packaged STPs require little intervention, making them perfect for locations with limited technical staff.
Packaged STPs are especially valuable in scenarios where rapid deployment, regulatory compliance, and reliable performance are crucial.
SUSBIO ECOTREAT – Best Packaged STP
SUSBIO ECOTREAT stands out as a benchmark in the field of packaged sewage treatment plants, combining innovation, efficiency, and sustainability in a single compact solution. Designed to address the diverse needs of urban, commercial, and industrial wastewater management, SUSBIO ECOTREAT integrates advanced treatment processes with user-friendly features, making it one of the most reliable choices for modern sewage treatment.
Key Features and Advantages
Dual Treatment Process: SUSBIO ECOTREAT employs a unique combination of aerobic and anaerobic biological treatment, followed by advanced physical filtration. This dual approach ensures comprehensive removal of organic and inorganic pollutants, consistently producing high-quality effluent that meets or exceeds regulatory standards.
Prefabricated, Modular Design: The system is built from durable fiber-reinforced plastic (FRP) and delivered as a ready-to-install, plug-and-play unit. Its modularity allows for easy scalability and space-efficient installation, making it ideal for locations with limited land availability or for projects requiring rapid deployment.
Energy Efficiency: SUSBIO ECOTREAT is engineered for ultra-low energy consumption, using up to 90% less electricity than conventional systems. This not only reduces operational costs but also significantly lowers the plant’s carbon footprint, supporting sustainability goals.
Silent Operation: The plant operates quietly, making it suitable for urban or noise-sensitive environments such as residential complexes, hospitals, and schools.
Fully Automated: Advanced automation and remote diagnostics mean no onsite operator is required. The system ensures consistent, reliable treatment with minimal human intervention, reducing labor costs and operational risks.
Low Maintenance and Cost-Effective: With its robust construction and automated processes, SUSBIO ECOTREAT requires minimal maintenance. The combination of low energy use, reduced sludge production, and fewer repairs translates to significant long-term savings for users.
Customizable and Scalable: The plant can be tailored to meet specific project requirements, from small residential buildings to large industrial facilities. Its modular design supports future expansion as wastewater volumes increase.
Environmentally Friendly: By enabling water reuse and minimizing sludge production, SUSBIO ECOTREAT helps conserve natural resources and reduces the environmental impact of wastewater treatment. Treated water can be safely reused for irrigation, flushing, or industrial processes, further supporting sustainability initiatives.
Why Choose SUSBIO ECOTREAT?
SUSBIO ECOTREAT is more than just a sewage treatment plant—it’s a comprehensive, future-ready solution for sustainable wastewater management. Its advanced dual-treatment technology, energy efficiency, ease of installation, and adaptability make it the best choice for organizations and communities striving for regulatory compliance, cost savings, and environmental stewardship.

What is MBR Technology?
MBR stands for Membrane Bioreactor—an advanced biological wastewater treatment process that combines conventional activated sludge treatment with membrane filtration. This integration results in superior effluent quality and compact plant footprints, making MBR technology a preferred choice for modern sewage treatment.
How Does MBR Work?
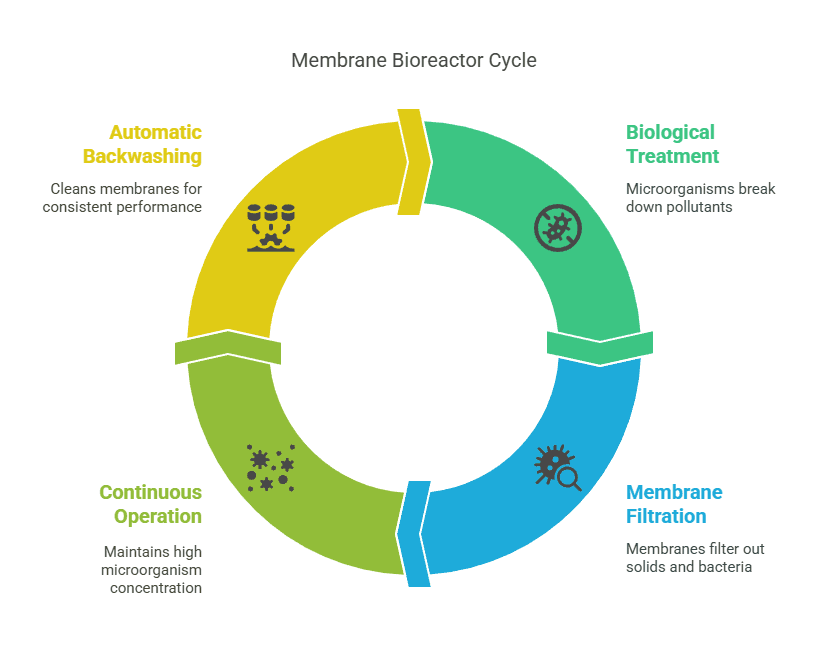
Biological Treatment: Wastewater first enters a bioreactor, where microorganisms break down organic matter and pollutants. This stage is similar to traditional activated sludge processes.
Membrane Filtration: Instead of relying on gravity-based clarification, the mixed liquor is passed through semi-permeable membranes (either hollow fiber or flat sheet). These membranes act as a physical barrier, retaining suspended solids, bacteria, and even many viruses, while allowing only clean water to pass through.
Continuous Operation: The system maintains a high concentration of microorganisms, enhancing treatment efficiency and enabling the plant to handle higher loads in a smaller space.
Automatic Backwashing: Periodic backwashing or air scouring keeps the membranes clean, ensuring consistent performance and minimizing maintenance.
This combination of biological degradation and advanced filtration enables MBR systems to produce crystal-clear effluent suitable for reuse in non-potable applications.
Features and Advantages of MBR Technology
| Feature/Advantage | Description |
|---|---|
| Exceptional Effluent Quality | Membranes remove nearly all suspended solids, bacteria, and many pathogens, producing water suitable for reuse. |
| Compact Footprint | High biomass concentration and membrane separation allow for much smaller plant sizes. |
| Flexible and Modular | Easily scalable to meet changing capacity requirements. |
| Reduced Sludge Production | Higher solids retention times result in less sludge generation and lower disposal costs. |
| Automation and Control | Modern MBR systems are highly automated, reducing manual intervention and ensuring stable operations. |
| Resilient to Load Variations | Handles fluctuations in flow and pollutant concentration without compromising effluent quality. |
| Versatile Applications | Suitable for municipal, industrial, and decentralized treatment needs. |
Process of MBR Sewage Treatment
1. Pre-Treatment
Before wastewater enters the main MBR system, it undergoes a crucial pre-treatment stage. This step involves:
Screening: Large debris such as plastics, rags, and other coarse materials are removed using bar screens or fine screens. This prevents clogging and potential damage to downstream equipment, particularly the sensitive membrane modules.
Grit Removal: Sand, gravel, and other heavy inorganic particles are separated out in grit chambers or cyclonic separators. Removing grit protects pumps and membranes from abrasion and wear.
Equalization (optional): Sometimes, an equalization tank is used to balance flow and pollutant load, ensuring steady operation of the biological and membrane processes.
Purpose:
Pre-treatment is essential to extend membrane life, reduce maintenance, and ensure the efficiency of subsequent treatment stages.
2. Biological Treatment
Once pre-treated, the wastewater enters the bioreactor tank where the core biological treatment occurs:
Activated Sludge Process: The bioreactor contains a high concentration of microorganisms (biomass) that consume and break down organic pollutants, nutrients (such as nitrogen and phosphorus), and other contaminants.
Aeration: Air is supplied through diffusers or blowers to maintain aerobic conditions, which are vital for the survival and activity of the microorganisms. This also keeps the biomass in suspension for maximum contact with the wastewater.
Degradation: Through metabolic processes, the microorganisms convert organic matter into carbon dioxide, water, and new microbial cells (biomass).
Result:
Significant reduction of organic pollutants (measured as BOD and COD), nutrients, and pathogens.
3. Membrane Filtration
After biological treatment, the mixed liquor (a mixture of treated water and suspended biomass) moves to the membrane filtration stage:
Membrane Modules: These can be hollow fiber or flat sheet membranes, submerged directly in the bioreactor or placed in a separate tank.
Filtration: The membranes act as a physical barrier, allowing only clean water (permeate) to pass through while retaining suspended solids, bacteria, and most viruses.
Operation: Suction or gentle pressure draws the treated water through the membranes. Periodic air scouring and backwashing are performed to minimize fouling and maintain permeability.
Advantages:
This stage ensures the final effluent is crystal clear, free from suspended solids and pathogens, and meets stringent discharge or reuse standards.
4. Disinfection (If Required)
Although MBR systems already remove most pathogens, a final disinfection step may be included, especially if the treated water is to be reused:
Methods: Common disinfection methods include ultraviolet (UV) irradiation, chlorination, or ozonation.
Purpose: This step ensures any remaining bacteria, viruses, or other microorganisms are destroyed, making the water safe for irrigation, toilet flushing, cooling towers, or safe discharge to the environment.
Why Leading MBR Solutions Stand Out
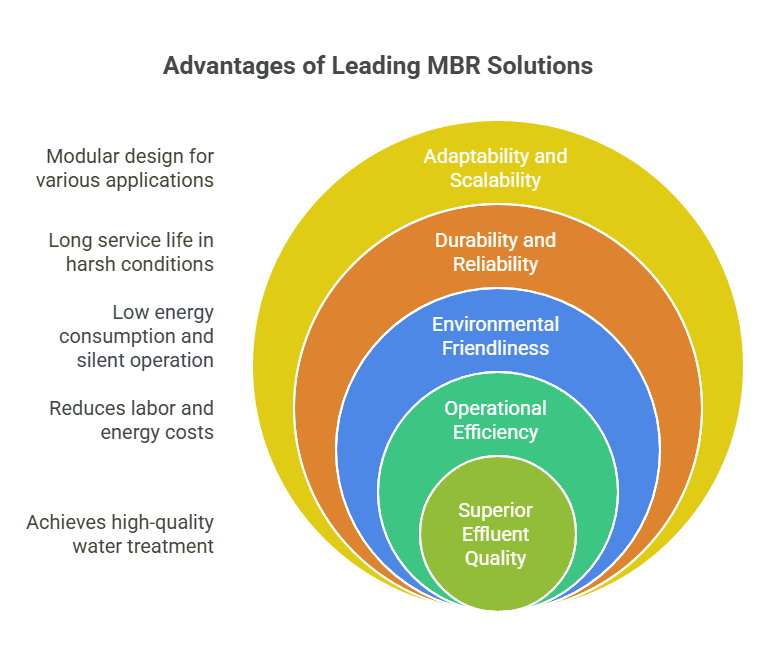
Advanced packaged MBR plants, such as those offered by industry leaders, provide several unique advantages:
Plug-and-Play Design: Rapid, hassle-free installation with minimal site work and labor.
Fully Automated Operation: No need for an onsite operator, reducing labor costs and ensuring consistent performance.
Ultra-Low Energy Consumption: Modern MBR systems are designed for energy efficiency, making them cost-effective and environmentally friendly.
Silent and Compact: Perfect for urban and noise-sensitive environments.
Durable Construction: Corrosion-resistant materials ensure long service life, even in harsh conditions.
Dual Treatment Process: Combines biological and physical (membrane) methods for superior effluent quality.
Meets Stringent Standards: Ensures treated water complies with regulatory norms, suitable for reuse in gardening, flushing, and industrial processes.
Customizable and Scalable: Modular design adapts to various applications, from small residential complexes to large industrial sites.
Frequently Asked Questions (FAQ) About MBR Technology
Q1: What makes MBR technology more efficient than conventional systems?
A: MBR’s integrated membrane filtration produces much higher quality effluent, removes nearly all suspended solids and pathogens, and allows for a smaller plant footprint.
Q2: Can MBR handle industrial wastewater?
A: Yes, MBR is highly adaptable and effective for both municipal and industrial effluents, including those with fluctuating loads and complex contaminants.
Q3: How long does it take to install a packaged MBR STP?
A: Installation is rapid—often completed within weeks—thanks to prefabricated, plug-and-play design.
Q4: What is the maintenance requirement for MBR systems?
A: Maintenance is minimal due to automated cleaning cycles and robust system controls.
Q5: Is the treated water safe for reuse?
A: Yes, MBR systems produce water that meets or exceeds regulatory standards for non-potable reuse applications.
Conclusion
Packaged Sewage Treatment Plants and MBR technology represent the future of efficient, sustainable wastewater management. MBR systems offer exceptional effluent quality, compact design, flexibility, and low operational costs—making them ideal for a wide range of applications. Leading packaged MBR solutions stand out for their innovative design, automation, energy efficiency, and compliance with environmental standards.
For organizations seeking a smart, future-ready solution to wastewater challenges, adopting a packaged MBR STP is a decisive step toward sustainability, regulatory compliance, and environmental stewardship.
Ready to upgrade your facility’s wastewater management? Explore the benefits of packaged MBR technology and join the next generation of water treatment today!